 容大客户服务热线
17766358885
容大客户服务热线
17766358885









焊接工艺评定
发布时间:2021-11-15 来源:容大检测 浏览量:1948次
导读:焊接工艺评定,焊接工艺评定测试,焊接工艺评定试验,焊接工艺评定检测-容大检测
焊接工艺评定的主要目的在于证明某一个焊接工艺是否能够获得符合要求的焊接接头,以判断该工艺的正确性、可行性,而不是评定焊接操作人员的技艺水平。焊接工艺评定是保证焊接结构制造质量的重要前提。
本文重点对比的是对接焊接接头(简称对接接头)力学性能试验方法的差异,包括取样差异,力学性能测试内容差异和评定依据的差异等,以供相关试验人员参考。
焊接工艺评定的程序
焊接工艺评定试验通过对焊缝接头进行拉伸、弯曲、冲击等力学性能试验,来得知金属材料焊接性的好坏,金属焊接工艺过程简单而且接头质量高、性能好时就称作焊接性好,反之,就称作焊接性差。
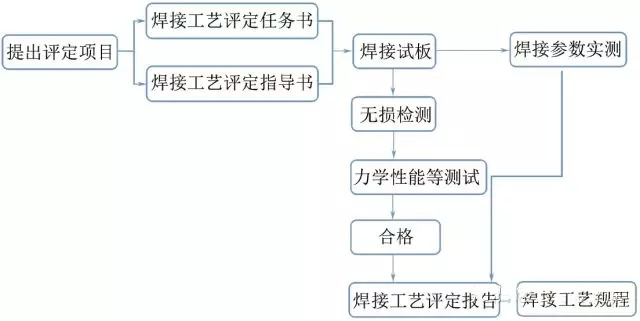
图1 焊接工艺评定的程序
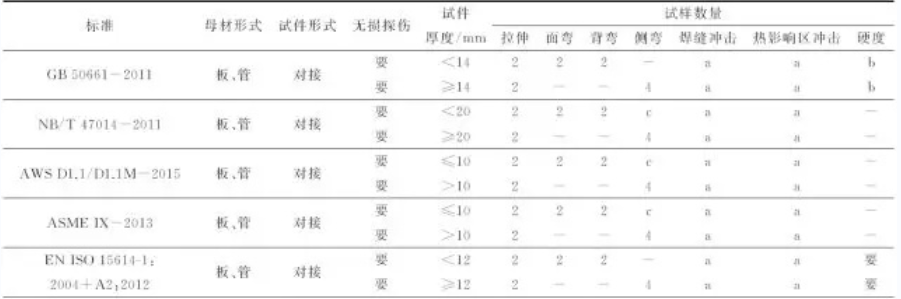
表1列出了各标准对工艺评定试验内容的要求。焊接工艺评定中拉伸和弯曲都是必进行项目,但是对于冲击试验并不是全部都要求进行,一般要求碳钢是必做的,不锈钢一般不要求做冲击,除非设计有要求。不同点首先是选用侧弯试样时所规定的最小板厚。
其中比较特殊的是NB/T 47014-2011,虽然给出厚度大于等于20mm时进行侧弯试验,但是同时也给出说明厚度大于等于10mm时可以用侧弯代替面弯和背弯,尤其是当焊缝为不同焊接方法组合焊时更应该用侧弯;其次是硬度试验,EN ISO 15614-1:2004+A2:2012规定除了屈服强度小于275MPa的碳钢、奥氏体不锈钢以及镍基合金外都要求进行硬度试验,其他标准都是规定根据工程实际情况确定是否需要进行硬度试验。
表1 各标准对检验项目和试样数量的规定
试样制备
1.拉伸试样
不同标准对拉伸试样形状及尺寸要求见图2和表2。接头拉伸试样原则上都是全厚度试样,当试样厚度太厚,试验机能力无法满足时,可以分层取样,尽量用最少的试样覆盖全厚度。当管材试样外径很小时,也可以全厚度拉伸。拉伸试样要去掉焊缝处的余高,与母材齐平即可。除了GB 50661-2011和EN ISO 15614-1:2004+A2:2012外,其他几个标准的管材拉伸允许将平行段部分刨平。



 苏公网安备 32020502000190号
苏公网安备 32020502000190号