 容大客户服务热线
17766358885
容大客户服务热线
17766358885



 容大客户服务热线
17766358885
容大客户服务热线
17766358885

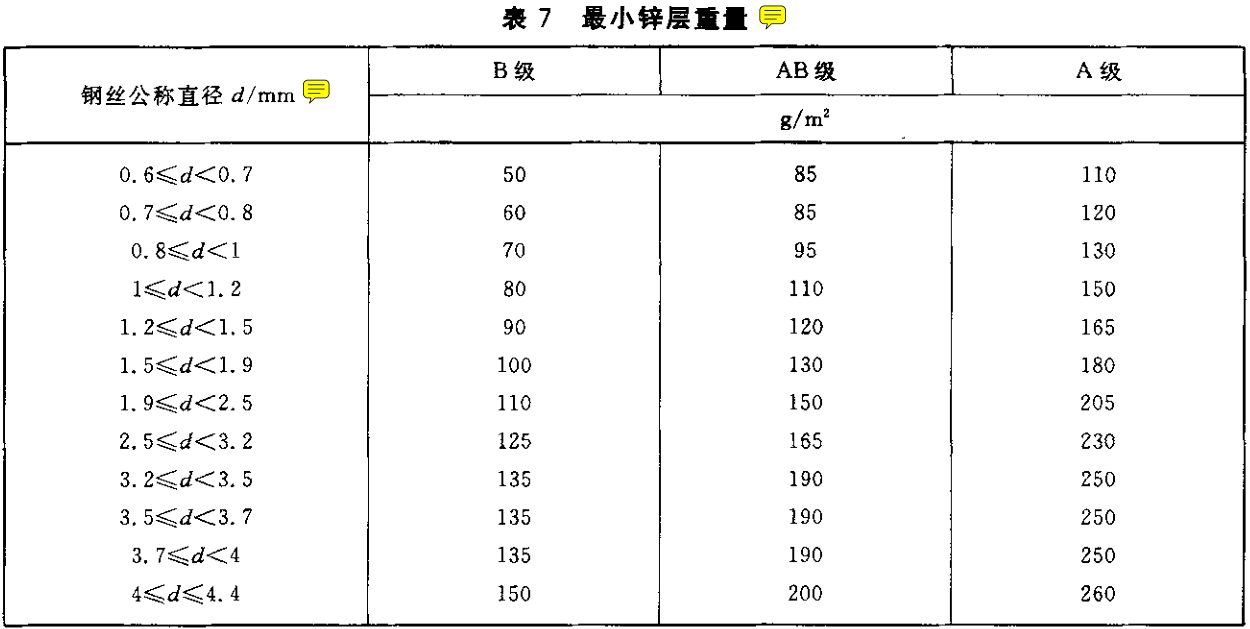
钢丝绳镀锌量测试:
镀锌层重量应用单位表面积的镀锌层平均重量表示,单位g/㎡。
钢丝的镀锌有多线连续热镀和电镀两种方法。电镀锌(见钢丝电镀锌)是通过外加电源,用电沉积的方式获得镀层,获得的镀层是由细密的纯锌晶粒所组成。热镀锌(见钢丝热镀锌)是靠物理的热扩散作用形成镀层,首先形成铁一锌化合物,相继在铁一锌化合物表面生成纯锌层。从理论上讲,电镀锌可获得任意厚度的锌层。目前实用的电镀锌上锌量可达1200g/m2。,一般电镀锌层上锌量也可达750g/m2。而热镀锌上锌量最高值也不过593g/m2。。热镀锌会降低钢丝的力学性能,要求强度高及耐腐蚀性高的镀锌钢丝绳,多采用电镀锌钢丝捻制。
 测试标准
测试标准
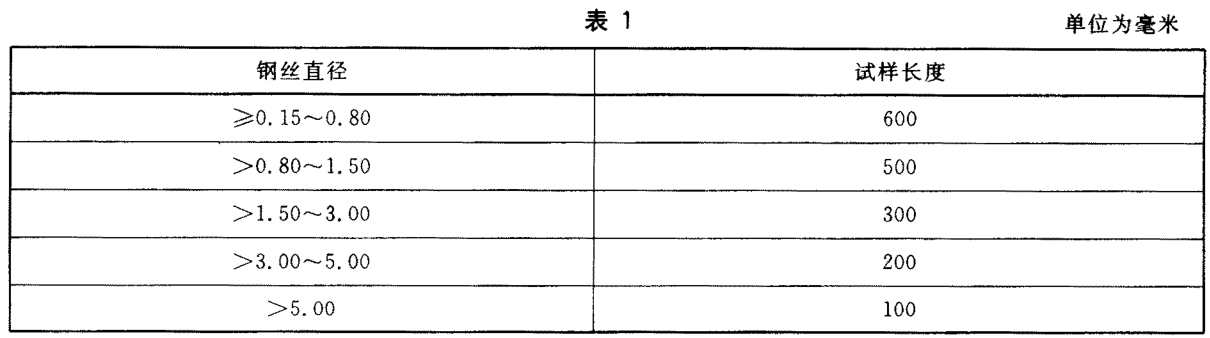
 样品要求
GB/T 2973- 2004
样品要求
GB/T 2973- 2004
GB/T 2973- 2004 钢丝绳镀锌量重量法试验条件和步骤
 容大检测实验室
容大检测实验室

Copyright © 2008-2020 江苏容大材料腐蚀检验有限公司 版权所有 备案号: 苏ICP备16054545号-1  苏公网安备 32020502000190号 技术支持:迅诚科技
苏公网安备 32020502000190号 技术支持:迅诚科技






