 容大客户服务热线
17766358885
容大客户服务热线
17766358885



 容大客户服务热线
17766358885
容大客户服务热线
17766358885
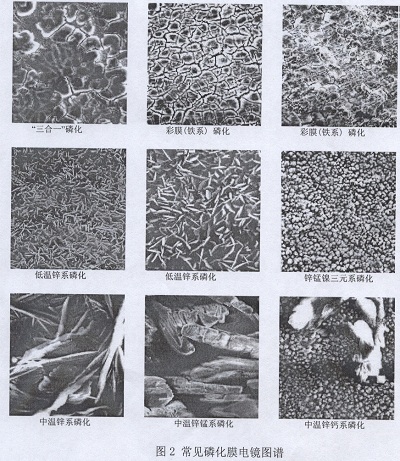
磷化膜:
金属(主要指钢铁)经含有锌(Zn)、锰(Mn)、铬(Cr)、铁(Fe)等磷酸盐的溶液处理后,在基底金属表面形成一种不溶性磷酸盐膜,此种过程称为磷化。磷化使金属表面形成一层附着良好的保护膜,以磷酸锌为例,在氧化剂的存在下,所生成的磷化膜为Zn3(PO4)2·4H20和Zn2Fe(PO4)2·4H20的结晶体。该磷化膜闪烁有光、灰色多孔(空隙率为表面积的0.5%~1.5%膜厚通),常为0.1—50μm。
 磷化膜分类
磷化膜测试标准
磷化膜分类
磷化膜测试标准
GB/T 9792-2003
GB/T 9792-2003 金属材料上的转化膜 单位面积膜质量的测定 重量法
4 试液和程序
4.1总则
除非另有说明,配制试液采用分析级试剂,配制用水采用蒸馏水或纯度相当的去离子水。取样程序应符合产品标准的规定。
4.2钢铁上的磷酸盐膜
4.2.1 磷酸锰膜
4.2.1.1 试液
三氧化铬50g/L
4.2.1.2 程序
干燥试件(面积为A),用分析天平(2.2)称量,精确到0.1mg,(质量为m,),浸试件于试液(4.2.1.1)中,在75℃士5℃下保持15min。取出试件立刻在洁净的流动水中漂洗,然后用蒸馏水漂洗;迅速干燥,再称量。重复4.2.1.2程序,直至达到恒定的质量(相差<0.1mg)为止(质量为m2),每一试件都采用新配制的试液。
4.22 磷酸锌膜
4.2.2.1 试液
氢氧化钠 100g/1
二水合乙二胺四乙酸四钠盐(EDTA四钠盐) 90g/L
三乙醇胺 4g/L
4.2.2.2 程序
干燥试件(面积为A),用分析天平((2.2)称量,精确到0.1mg(质量为m1)。浸试件于试液(4.2.2.1)中,在75℃士5℃下保持5min。取出试件立刻在洁净流动水中漂洗,然后用蒸馏水漂洗;迅速干燥,再称量(质量为m2),每一试件都采用新配制的试液。
4.2.3 磷酸铁膜
4.2.3.1 试液
三氧化铬50g/L
4.232程序
干燥试件(面积为A),用分析天平(2.2)称量,精确到。.1mg(质量为。1)e浸试件于试液(4.2.3.1)中,在75℃士5℃下保持15min。取出试件立刻在洁净流动水中漂洗,然后用蒸馏水漂洗;干燥,再称量。重复4.2.3.2程序,直至达到恒定的质量(相差<0.1mg)为止(质量为rn2).每一试件都采用新配制的试液。
4.3 锌和锅上的磷酸盐膜
4.3.1 试液
重铬酸钱20g/L(用质量分数为25%30%的氨水配制),在配制过程中,温度不得超过250C。
4.3.2程序
干燥试件(面积为A),用分析天平((2.2)称量,精确到0.1mg(质量为m,)浸试件于试液((4.3.1)中,在室温下保持3min-5min(在通风橱中完成此操作)。取出试件立刻在洁净流动水中漂洗,然后用蒸馏水漂洗:迅速干燥,再称量(质量为m2)。每一试件都采用新配制的试液。
4.4 铝及铝合金上的晶态磷酸盐膜
4.4.1 试液
硝酸(质量分数为650a^70%)
4.4.2程序
干燥试件(面积为A),用分析天平((2.2)称量,精确到0.1mg(质量为,n,)。浸试件于试液((4.4.1)中,在750C士5℃下保持5min,或浸人同样试液在室温下保持15min(在通风橱中此操作)。取出试件立刻在洁净流动水中漂洗,然后用蒸馏水漂洗;迅速干燥,再称量(质量为mZ)。每一试件都采用新配制的试液。
4.5 锌和锡上的铬酸盐膜
4.5.1 试液
氰化钠(或钾) 50g/I
氢氧化钠 5g/L
4.5.2 程序
干燥试件(面积为A),铬酸盐处理后自然老化至少24h,但不超过14d,用分析天平((2.2)称量,精确到0.1mg(质量为m1)。浸试件于试液((4.5.1)中,在室温下以试件作阴极在电解条件下溶解膜层约1min,阳极应为不溶性材料,例如石墨。试件浸人试液或取出,均于带电状态下进行。采用的阴极电流密度为15A/dmz。当膜层已溶解(约经1min之后),从试液中取出试件立刻在洁净的流动水中漂洗,然后用蒸馏水漂洗;迅速干燥,再称量(质量为m2).每一试件都采用新配制的试液。
4.6 铝及铝合金上的铬酸盐膜和非晶态磷酸盐膜
4.6.1 新鲜膜
4.6.1.1 总则
新鲜膜是指在250℃-40℃之间干燥3h-5h的膜。
4.6.1.2 试液
以1体积质量分数为65%-70%的硝酸加1体积水配制。
4.6.1.3 程序
风干试件(面积为A),用分析天平((2.2)称量,精确到0.1mg(质量为m1)。浸试件于试液((4.6.1.2)中,在室温下保持1min。取出试件立刻在洁净的流动水中漂洗,然后用蒸馏水漂洗;迅速干燥,再称量(质量为m2),每一试件都采用新配制的试液。
4.6.2 老化膜
注意:药剂可能飞溅,采用此法要带防护眼镜和穿防护衣。熔化试剂时要远离槽子,直到顶部的破碎物已熔化为止。要避免药剂与有机物的任何接触,防止混合物发生爆炸。
4.6.2.1 试剂
用98份质量的固体硝酸钠与2份质量的固体氢氧化钠混合配制。
4.6.2.2 程序
置试剂((4.6.2.1)于耐蚀材料(例如Ni)制成的容器中,从容器底部和侧面缓慢加热到混合物完全熔化。干燥试件(面积为A),用分析天平((2.2)称量,精确到0.1mg(质量为m1)。浸试件于熔化试液中,在不低于370℃的温度下保持2min-5mine370℃的温度适用于一些膜,但是,一般都要提高到5000C的温度,以保证在所有情况下都完全退除膜层。采用较高退膜温度时,最好是用未作转化膜处理的试件作空白测定,以确定试液对基体铝或铝合金腐蚀导致的质量损失,并从经转化膜处理的试件测得的质量损失中减去此数值。在洁净的流动水中漂洗试件,小心飞溅危险。浸试件于稀硝酸溶液((4.6.1.2)中,在室温下保持15s-30s。取出试件立刻在洁净的流动水中漂洗,然后用蒸馏水漂洗;干燥,再称量(质量为m2)。
容大检测实验室

Copyright © 2008-2020 江苏容大材料腐蚀检验有限公司 版权所有 备案号: 苏ICP备16054545号-1  苏公网安备 32020502000190号 技术支持:迅诚科技
苏公网安备 32020502000190号 技术支持:迅诚科技






