 容大客户服务热线
17766358885
容大客户服务热线
17766358885









氢剥离

氢剥离应用的范围:
加氢技术包括加氢裂化和加氢精制。石油炼化、化工制药行业等。
氢剥离适用范围:主要适用于通过在钢基体上堆焊不锈钢合金制成的双金属产品的氢剥离评定
氢剥离原理及实验过程:
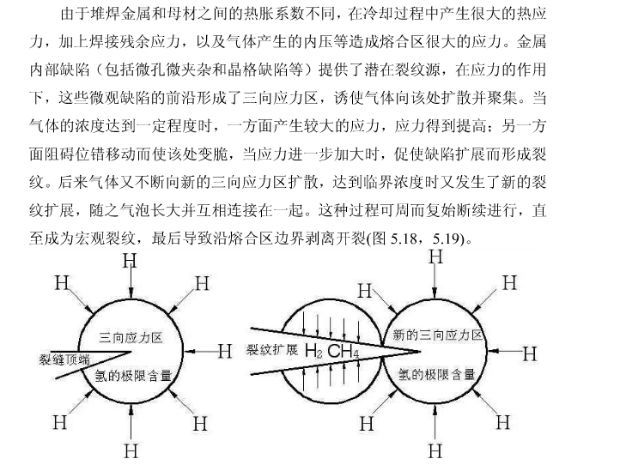
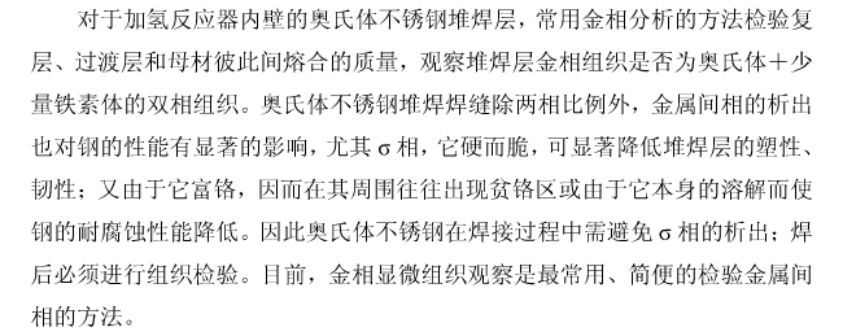
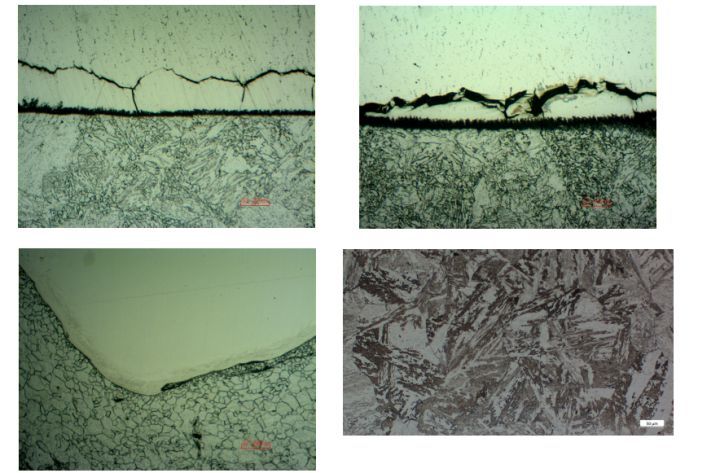
氢剥离是指内壁具有堆焊层的加氢化工设备常见的缺陷。高温下氢原子穿过奥氏体钢堆焊层溶入基体钢材,降至常温后基体钢材对氢的溶解度大大降低,但氢已无法以原子态逸出,此时会聚集在钢内部或基体与堆焊层的界面附近。界面的结合力不牢固时,易被具有很高压力的聚集起来的氢-气团胀裂,从而出现界面剥离裂纹。
氢剥离试剂要求:
H2及N2的纯度为:99.999%以上
氢气是一种无色无臭气体,无毒、无腐蚀性、极易燃烧,在空气中浓度达到4.1%~74.2%
时成为爆炸性混合物,遇火星、高热能引起燃烧爆炸。氢气比空气轻,在室内使用或储存氢气,当出现泄漏时,氢气上升滞留屋顶,不易自然排除,遇火星引起爆炸,空气中高浓度氢气易造成缺氧,使人窒息
氢气瓶不能和强酸、强碱及氧化剂等化学危险物品同库军存放,气集装格必须与氧气瓶、氯气瓶、氟气瓶等性能相抵触的气瓶隔离存放
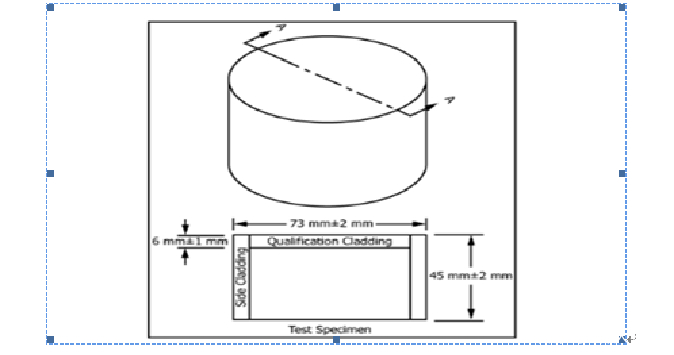
氢剥离试验试样要求:
直径:73±2mm, (b)厚度45±2mm,但是,对于较薄的横截面材料,可减小试样厚度,侧面需堆焊。试样数量为3块
试验周期为:10-12
氢剥离试验步骤:
1、剥离试验试样取自堆焊焊接工艺评定试板
2、测量下述试样尺寸: (a)直径, (b)厚度,(c) 堆焊层厚度。
3、如果双金属板在制造后未经热处理,则应按照双金属产品所需的热处理温度的时间和温度,以材料规范要求的冷却速率对各实体进行热处理。然而,如果双金属板试样已经经过热处理,则侧焊焊缝应在600℃最大温度下进行热处理,冷却速率以材料规范要求为准。
4、堆焊后的试样应进行超声波检测,按相应的无损检测标准进行。对于在不锈钢/钢交界面1mm范围内(含)发现 的任何缺陷、开裂或分层,均应在报告中体现出来。 超声波检测可以采用EPCH4 , 探头为K5M ,探头直径为中3/10mm,频率2.5MHZ,灵敏度为6dB。 超声波检测仪器的灵敏度,在每次检测前,都应验证,采用模拟 堆焊校准试块,检测工艺与实际相同。
7、密封、除气,连通系统。除气时,可以反复抽真空/充入情性气体(氩气或氦气),至少3个循环,以减少装置内的氧含量。除气工艺应在试验开始时,在特定装置中采用气体分析法进行 验证。并且下述部位充气后应重新验证:承压部、试验系统、除气工 序中。
8、采用氮气进行压力试验,试验压力19MPa.保压三10分钟。
9、释放惰性气体,抽真空 。
10、充入氢气 加压至19MPa.并级慢加热至460℃.待试验温度和压力稳定后,保持该状态48士1小时。 然后,冷却速率≥150℃/小时或客户实际工况的冷却速率。温度低于200℃,卸压,可以充入惰 性气体,或者直接在空气中冷却。冷却至室温时,试块在24+2. 5℃保 存7天,然后进行UT检测。如果试验系统中的任何部分断开或者加压过程中更换惰性气体或 试验气体,除气工序应重新开始。如果温度或压力超过预期值分别5℃ 或0. 3MPa,试验应中断,重新开始。从200C以下的冷却,采用 30-60m/min的压缩空气冲刷试块每个面,冷却至室温,试块采用陶质 分隔块支撑。如果采用压缩空气在该温度区间得不到快速降温,可对试样进行喷淋以强制冷却。
11、按8.4条所述的UT方法,检测并记录 剥高区域的数量、尺寸和 分布。按ASMEG146第12章提供的文字数字编码确定剥离等级。如果评估多个暴露周期的影响,则可将样品在24+2. 5℃下保持48小时,然后进行超声波评估。如果在48小时的保持期后,超声波检测不到氢粘结或裂纹扩展,则可以开始随后的氢压/温度循环。如果在48小时后观察到剥离或裂纹扩展,则(1)试验可以继续进行,或(2)在下一个氢/温度循环之前必须保持完整的7天保持期。
氢剥离氢蚀的机理及形式
1、机理
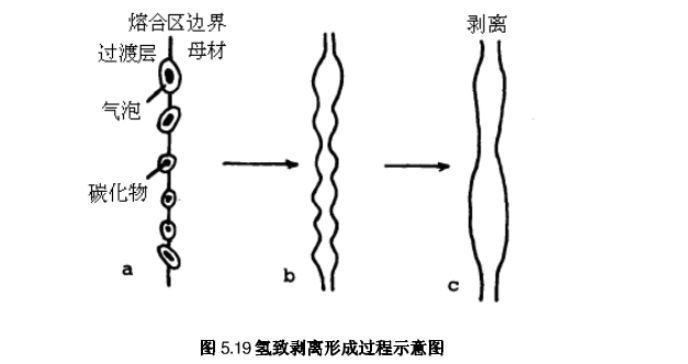
工件在运行过程中,组织不均匀的熔合区周围,富集氢和碳,并发生反应,在奥氏体(A)/类马氏体焊接边界处生成CH4气泡,不断的冷热疲劳使气泡不断长大,并逐渐连在一起,当工作停止运行冷却到室温后,由于母材和焊缝金属之间热膨胀系数以及导热系数的差异,使边界处的金属剥离。
属于氢延时开裂。
1、M3C分解出碳与H2形成甲烷,Mo的碳化物M26C7
2、形式
高温氢可以通过两种方式腐蚀钢:
a) 表面脱碳
b) 内部脱碳和裂纹,最终导致开裂
氢剥离报告
1、试验条件
2、试验温度
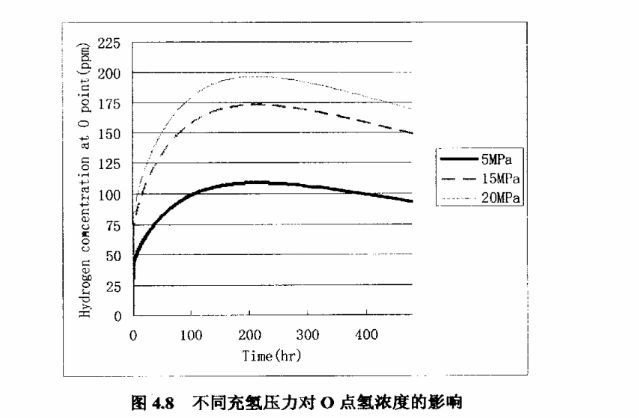
3、试验温度下的氢气压力
4、试验条件下的保持时间
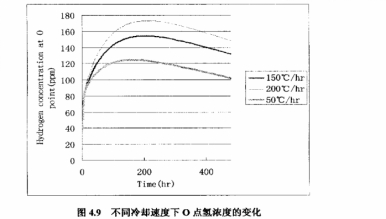
5、试验温度范围至环境温度的冷却速率
6、氢压/温度循环次数
7、超声波探伤前在24±2.5℃下的试验后保持时间,以及在多次循环下的保持时间
8、超声波探伤灵敏度、探头规格等
9、不锈钢合金/钢界面上用于试验前和试验后检验的脱胶区域的数量、尺寸和分布,以及第12.节中提供的字母数字编码进行试验后检查的剥离等级试验
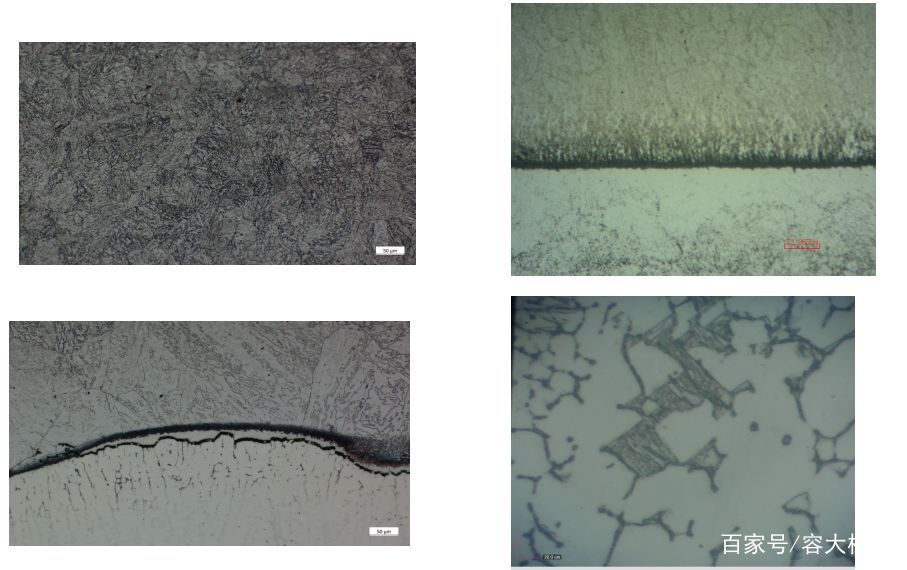
10、 200×不锈钢合金/钢界面截面的代表性显微照片,应包括:(1)未熔透的,(2)蚀刻的不锈钢合金和(3)蚀刻的钢基体。
11、说明HID相对于不锈钢合金表面层、不锈钢合金/钢界面和钢基体的位置和性质。
12、试样表征,包括取向、类型、尺寸、试样数量以及表面处理。
13、材料特性
14、合金层和钢基体的散装化学成分,包括碳、硫、磷和任何碳化物,如钛、铌(铌)在不锈钢合金中以及铬、钛、钒以及钢基体中的钼
术语
1、 (PWHT )postweld heat treatment
(HTHA high temperature hydrogen attack
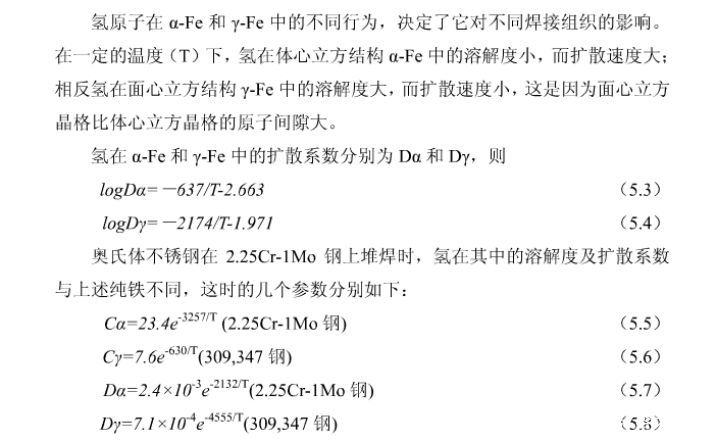
高温和低氢分压的结合有利于表面脱碳,而无需加热内部脱碳和裂纹。低温的组合,但在400以上°F(204)°C) ,高 氢分压高于2200 psia(15.17 MPa),有利于内部脱碳和开裂,这可能导致 最终导致开裂。在高温和高氢分压下,这两种机制都是活跃的

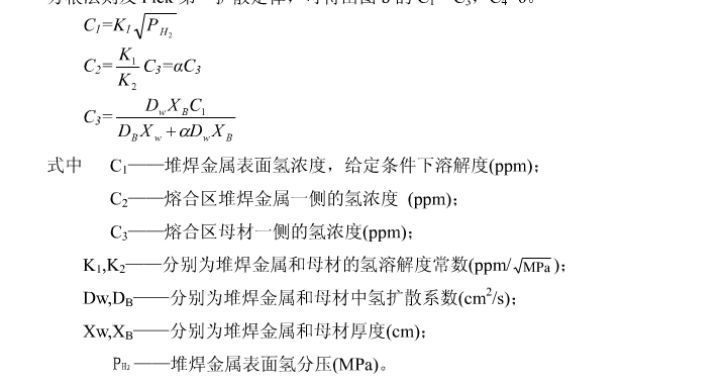
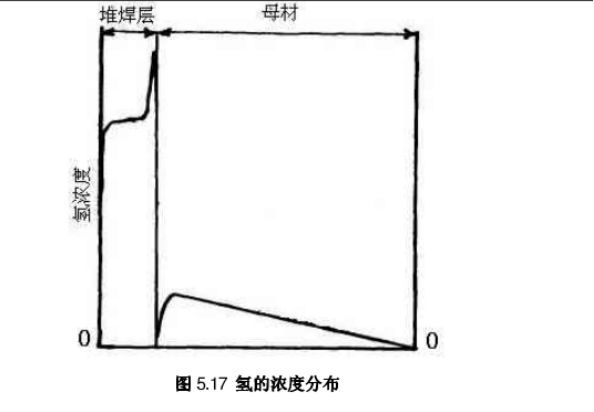
堆焊层表面成分变化

影响因素:

影响因素:金相组织的影响
影响因素:金相组织的影响
1、细的晶粒度利于提高材料的抗氢蚀性能。有利于降低晶界能的元素及措施均能提高材料的抗氢蚀性能。
2、冷加工能明显降低材料的抗氢蚀能力。
3、调质处理>轧制+回火>炉冷。文献报到,2.25Cr-1Mo调质后的碳化物形态为M7C3 ,正火+回火及炉冷碳化物形态为M3C,热轧为M2C.
4、淬火组织更容易产生氢蚀
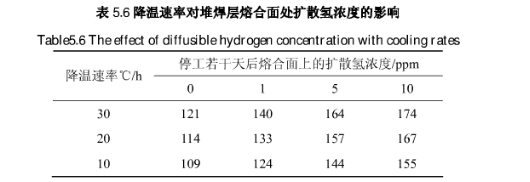
影响因素:金相组织的影响,充氢温度越高,氢浓度越高

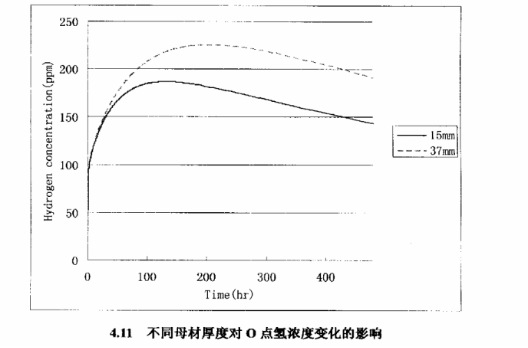
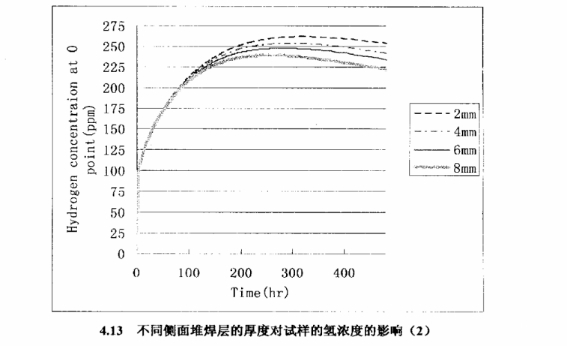
堆焊层厚度对固定试样直径氢浓度的影响(层面堆焊是防止氢沿径向扩展对结果的影响)
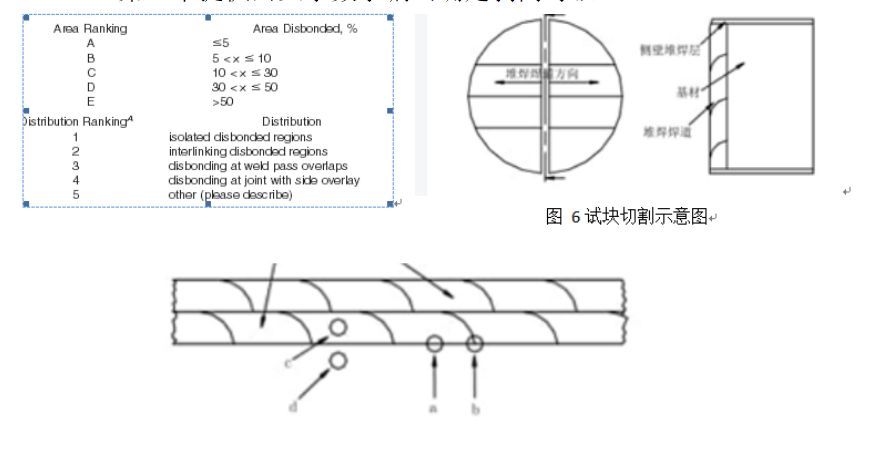
评估:
8.4条所述的UT方法,检测并记录 剥高区域的数量、尺寸和 分布。按ASMEG146第12章提供的文字数字编码确定剥离等级。
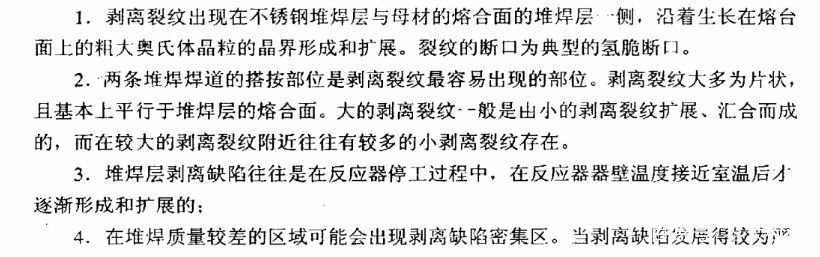
氢剥离裂纹特点


 苏公网安备 32020502000190号
苏公网安备 32020502000190号